C 28 по 30 сентября 2020 будет проходить онлайн-выставка Rosmould Rosplast Digital Edition. Компания ТПЮг приглашает своих партнёров на виртуальный стенд. В условиях современной реальности проведение онлайн мероприятий очень актуально. До встречи на площадке Росмолод, на нашем стенде. Ответим на любые вопросы по Вашему проекту/продукту (технологий, конструкция и т.д.).
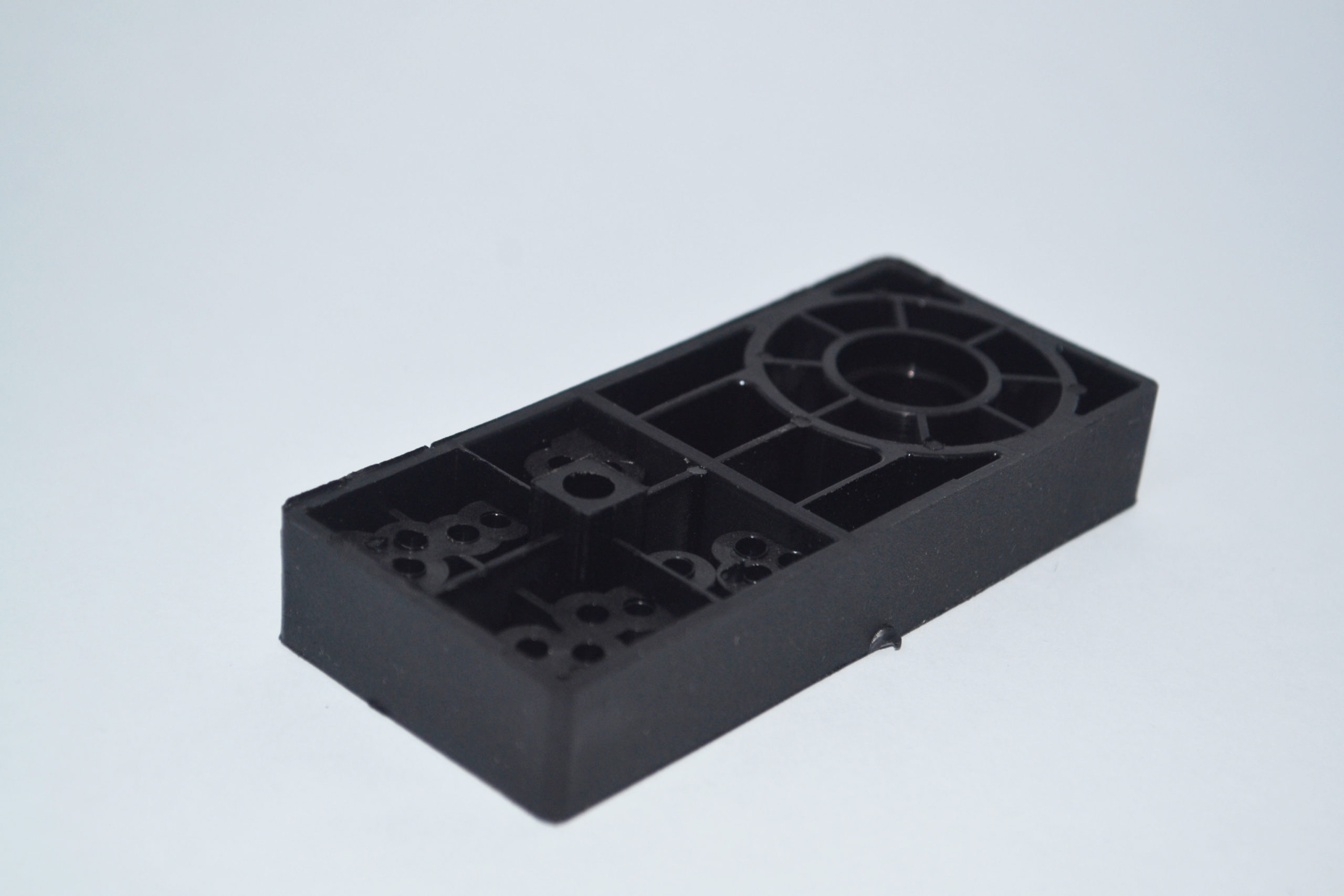
Производство пресс форм стало неотъемлемой частью современного производственного процесса и создания прототипов. Наладить мелкосерийное производство изделий сегодня без пресс-формы представляется невозможно и весьма затратно.
Пресс форма это
Пресс-форма – высокотехнологичное и сложное устройство, применяемое для создания изделий из металла, пластмассы, полимеров, резины путем литья или выдавливания.
Изготовление пресс-форм осуществляется на основе технологического процесса — литье под давлением. При запуске серийного производства продукции пресс формы сегодня это необходимость.
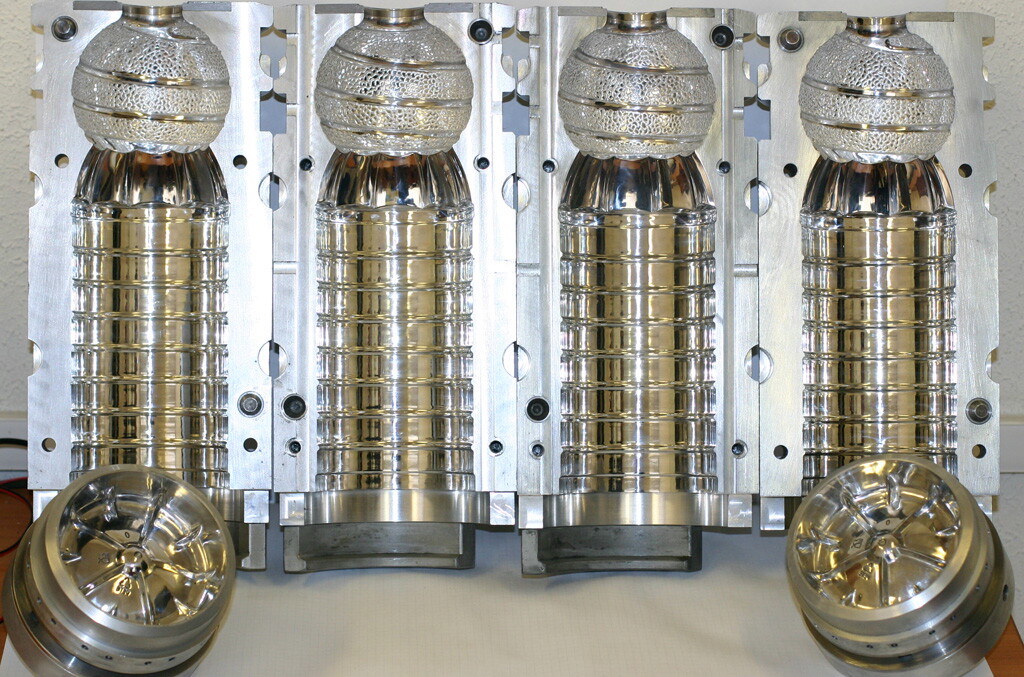
Составные части пресс-формы
Матрица – статичный элемент пресс-формы, отвечающая за дизайн внешней поверхности изделия. Матрица соединяется с каналом, куда и осуществляется подача материала под давлением.
Пуансон – движущаяся часть устройства, отвечающая за внутреннюю поверхность изделия и давление. Именно из пуансона снимается готова модель изделия.
Формирующая полость – пустое пространство внутри самой пресс-формы, точно повторяющая геометрию устройства, это та часть устройства, в которую под давлением подается материал.
Линия разъема – область соединения пуансона и матрицы. Линия разъема может быть представлена одной плоскостью. В более сложных пресс-формах плоскость может быть разделена на несколько частей, в зависимости от сложности конфигурации пуансона и матрицы.
Виды пресс-форм
В зависимости от предназначения пресс-формы делят на:
Для массового производства. Такие формы изготавливают из очень прочных металлов, в связи, с чем долгое время сохраняют свои свойства при массовом производстве. Стоят они достаточно дорого. Металлические формы пригодны для осуществления литья под большим давлением.
Для мелкосерийного производства. Если пресс-форму планируется использовать для мелкосерийного производства, то материалом для ее изготовления может быть силикон, дерево, полиуретан, пластик, алюминий, акрил и др. Все зависит от вида изделия, для производства которого будем использована форма.
В зависимости от материала, из которого будут отливаться изделия различают такие виды пресс-форм: пресс-формы для литья стекла, пластмасс, металлов, резины, полимеров, силиконовые формы.
Этапы создания пресс-формы
1 этап – построение 3d модели изделия на базе таких графических продуктов как 3DMAX, ProEngineering, SolidWork. 2 этап – 3д визуализация – создание 3д-рендера для согласования формы, материала, цвета будущего продукта; 3 этап – изготовление прототипа – создание 3d модели изделия для внесения окончательных исправлений в пресс-форму; 4 этап – производство пресс формы, путем печати на 3д-принтере, 3д фрезерования или гравировки; 5 этап – корректировка изготовленной формы при помощи фрезерного станка с ЧПУ. 6 этап – серийное производство изделий и контроль качества созданной пресс-формы.
Преимущества применения пресс-форм
К основным преимуществам использования пресс-форм относится:
Безотходность производства. Отходы расходного материала сводятся к нулю. При производстве изделий с применением форм, в нее аккуратно заливается материал изделия, заполняющий форму. По окончанию процесса полимеризации из пресс-формы уже извлекается готовое изделие.
Высокая производительность. Процесс изготовления нового изделия занимает значительно меньше времени, чем традиционная обработка материалов при помощи шлифовального и режущего инструментов.
Не нужность обрабатывающего оборудования. Готовые изделия, полученные при помощи пресс-форм, не нуждаются в постобработки поверхности, краев и граней.
Главные недостатки производства и применения пресс форм – это высокая стоимость изготовления формы и длительное время ее создания. Эти недостатки часто ставят под сомнение целесообразность использования пресс форм при производстве небольших партий продукции. Однако для массового производства специфических и сложных деталей, где главный фактор производства — время, пресс-формы просто незаменимы.
Пресс-формы — основные элементы в конвейерном производстве металлических, пластмассовых и других литьевых изделий. Они определяют форму конструкции изготавливаемых объектов. От точности налаженности производства пресс-форм зависит качество конечной продукции.
Что такое пресс-форма
Пресс-форма — устройство для формирования изделий разной конструкции из пластмасс, резины, металлов и другого сырья под действием давления, образуемого на литьевых машинах. Это емкость, повторяющая очертания готового объекта, в которую заливается расплавленный материал.
Пресс-формы используют во время литья под давлением металлических и пластмассовых матеиалов и по выплавляемым моделям, а также прессования полимеров. Из-за довольно высокой цены чаще всего их применяют для массового и серийного изготовления.
Конструкция пресс-формы
Пресс-формы состоят из деталей, условно делящихся на две группы. Первую представляют элементы технологического назначения (рабочие). Они соприкасаются с перерабатываемым сырьем и принимают непосредственное участие в придании изделиям необходимой формы. К ним относятся пуансоны, матрицы, вкладыши, кольца, резьбовые знаки.
Во второй группу входят детали конструктивного значения. При формовании изделий они не соприкасаются с материалом. Предназначены для обеспечения работы элементов технологического назначения и необходимы для взаимной фиксации в определенном положении деталей формы, закрытия и открытия ее, а также связи с узлом смыкания формы литьевого оборудования. К ним относятся фиксаторы, выталкиватели, направляющие колонки, втулки, опорные планки, система подогрева и охлаждения, ручки форм.
Классификация видов пресс-форм
По принципу действия пресс-формы делятся на:
Прямого прессования. Используют для разработки объектов простой формы. Ввиду высокой стоимости производства их не применяют для изготовления больших партий продукции. Конструкция пресс-формы включает матрицу, на которую выкладывается сырье, и пуансон для его уплотнения. Зажатый между двумя элементами материал утончается и заполняет все углубления формы.
Литьевого прессования. Главным преимуществом является возможность изготовления больших партий продукции разной конфигурации и сложности. Перед прессованием они находятся в сомкнутом состоянии. Заливка сырья в них осуществляется при помощи отдельной загрузочной камеры (верхней или нижней).
Формы для изготовления объектов методом литья классифицируются по нескольким признакам.
По характеру использования — съемные и стационарные. Формы первого типа в процессе формирования изделий не фиксируются на плитах литьевых машин и периодически убираются с них с целью извлечения готовой продукции. Стационарные пресс-формы встречаются чаще, чем съемные. Заливка материала в них, а также извлечение изготовленных изделий выполняется без необходимости снятия их с плиты автомата для литья.
По расположению плоскости разъема — с вертикальными и горизонтальными плоскостями. Формы с одной вертикальной поверхностью оснащены разъемом на две части (пуансон и матрицу) в одной плоскости, которая перпендикулярна горизонтальному положению усилия узла смыкания. Емкости с двумя вертикальными поверхностями имеют разъем из трех частей в двух плоскостях. В пресс-формах с парой горизонтальных поверхностей образован разъем на три отрезка в двух плоскостях, которые перпендикулярны вертикальному расположению усилия узла смыкания.
По количеству одновременно формируемых объектов — одно- и многогнездные. В первых за один цикл литья образуется одно изделие, во вторых — несколько.
По способу вынимания готовых изделий — с выталкивающими вкладышами или стержнями, без выталкивателя и со сталкивающей плитой. Из пресс-форм последнего типа объекты извлекают посредством сжатого воздуха либо вручную. Выталкивающие вкладыши при формовании частично или полностью образуют определенную поверхность продукции, а во время выталкивания — давят на нее, пока изделие не выпадет из формы. Выталкивающие стержни при извлечении объекта давят только на его отдельные участки.
Пресс-формы с холодноканальной и горячеканальной литниковой системой
Литниковая система — элемент конструкции пресс-формы из резервуаров и каналов, через которые жидкий материал подается в полость для литья. При использовании холодноканальной системы литник не нагревается. При остывании сформированной отливки он охлаждается, а затем выпадает с ней во время, либо после открытия пресс-формы. Изделия с холодноканальной системой отличаются надежностью, невысокой стоимостью, простотой в применении и обслуживании. Но нередко эти достоинства перекрывает единственный недостаток — наличие ненужного литника после завершения каждого цикла литья.
При применении пресс-форм с горячеканальной системой литник расплавленный. Разогрев системы осуществляется перед запуском пресс-формы в работу, а во время всего производственного цикла материал в литнике поддерживается в вязкотекучем состоянии.
Пресс-формы с горячеканальной литниковой системой характеризуются дороговизной и непростой конструкцией, требуют больших затрат электроэнергии и интенсивного охлаждения, сложны в обслуживании (случаются поломки нагревателей, в полость горячего канала иногда попадают примеси, перегорает нетермостойкий полимер, пр.). Главное преимущество — отсутствие затвердевших литников (хотя иногда они и присутствуют), которые выпадают с готовой продукцией при каждом цикле литья. Это позволяет не только экономить сырье и предотвращать образование производственных отходов, но и применять литьевые машины с меньшим объемом впрыска, а также ускорять процесс охлаждения изготовленных объектов.